ຮ້ອນຂາຍສູນເສຍການ Casting Wax ສະຫນອງ.
ໄດ້ຮັບການສະຫນັບສະຫນູນຈາກກຸ່ມ IT ທີ່ມີການພັດທະນາສູງແລະຜູ້ຊ່ຽວຊານ, ພວກເຮົາສາມາດສະຫນອງການສະຫນັບສະຫນູນດ້ານວິຊາການກ່ຽວກັບການຂາຍກ່ອນການຂາຍແລະການບໍລິການຫລັງການຂາຍສໍາລັບການຫຼຸດລາຄາໃຫຍ່ຂອງ China Youlin® Lost Wax Casting, ຂະບວນການທີ່ມີຄວາມຊ່ຽວຊານສູງຂອງພວກເຮົາກໍາຈັດຄວາມລົ້ມເຫຼວຂອງອົງປະກອບແລະສະເຫນີໃຫ້ລູກຄ້າຂອງພວກເຮົາມີຄຸນນະພາບທີ່ບໍ່ປ່ຽນແປງ, ໃຫ້ພວກເຮົາຄວບຄຸມຄ່າໃຊ້ຈ່າຍ, ການວາງແຜນຄວາມສາມາດແລະຮັກສາຄວາມສອດຄ່ອງກັບການຈັດສົ່ງທີ່ໃຊ້ເວລາ.
Big discounting China Lost Wax Casting, Our products are mainly exported to Europe, Africa, America, Middle East and Southeast Asia and other countries and regions. ໃນປັດຈຸບັນພວກເຮົາມີຄວາມສຸກຊື່ສຽງໃນບັນດາລູກຄ້າຂອງພວກເຮົາສໍາລັບຜະລິດຕະພັນທີ່ມີຄຸນນະພາບແລະການບໍລິການທີ່ດີ. ພວກເຮົາຈະເຮັດໃຫ້ເພື່ອນມິດກັບນັກທຸລະກິດຈາກພາຍໃນແລະຕ່າງປະເທດ, ປະຕິບັດຕາມຈຸດປະສົງຂອງ "ຄຸນະພາບທໍາອິດ, ຊື່ສຽງ, ການບໍລິການທີ່ດີທີ່ສຸດ."
1.Our ຄວາມອາດສາມາດສໍາລັບການ Castings Sand ໂລຫະ
 Youlin® Lost wax casting, ຍັງເອີ້ນວ່າການຫລໍ່ຄວາມແມ່ນຍໍາຫຼືການລົງທືນ, ແມ່ນຂະບວນການຜະລິດທີ່ຮູບແບບຂີ້ເຜີ້ງຖືກນໍາໃຊ້ເພື່ອສ້າງເປັນແມ່ພິມເຊລາມິກທີ່ຖິ້ມແລ້ວ. ຮູບແບບຂີ້ເຜີ້ງແມ່ນເຮັດໃນຮູບຮ່າງທີ່ແນ່ນອນຂອງລາຍການທີ່ຈະໂຍນ. ຮູບແບບນີ້ແມ່ນເຄືອບດ້ວຍວັດສະດຸເຊລາມິກ refractory. ເມື່ອວັດສະດຸເຊລາມິກແຂງແລ້ວ, ມັນຈະຖືກຫັນລົງແລະໃຫ້ຄວາມຮ້ອນຈົນກ່ວາຂີ້ເຜີ້ງລະລາຍແລະລະບາຍອອກ. ແກະເຊລາມິກທີ່ແຂງແລ້ວກາຍເປັນແມ່ພິມການລົງທຶນທີ່ສາມາດຈ່າຍໄດ້. ໂລຫະທີ່ລະລາຍຖືກຖອກລົງໃນ mold ແລະປະໄວ້ໃຫ້ເຢັນ. ຫຼັງຈາກນັ້ນ, ການຫລໍ່ໂລຫະແມ່ນແຕກອອກຈາກ mold ທີ່ໃຊ້.
Youlin® Lost wax casting, ຍັງເອີ້ນວ່າການຫລໍ່ຄວາມແມ່ນຍໍາຫຼືການລົງທືນ, ແມ່ນຂະບວນການຜະລິດທີ່ຮູບແບບຂີ້ເຜີ້ງຖືກນໍາໃຊ້ເພື່ອສ້າງເປັນແມ່ພິມເຊລາມິກທີ່ຖິ້ມແລ້ວ. ຮູບແບບຂີ້ເຜີ້ງແມ່ນເຮັດໃນຮູບຮ່າງທີ່ແນ່ນອນຂອງລາຍການທີ່ຈະໂຍນ. ຮູບແບບນີ້ແມ່ນເຄືອບດ້ວຍວັດສະດຸເຊລາມິກ refractory. ເມື່ອວັດສະດຸເຊລາມິກແຂງແລ້ວ, ມັນຈະຖືກຫັນລົງແລະໃຫ້ຄວາມຮ້ອນຈົນກ່ວາຂີ້ເຜີ້ງລະລາຍແລະລະບາຍອອກ. ແກະເຊລາມິກທີ່ແຂງແລ້ວກາຍເປັນແມ່ພິມການລົງທຶນທີ່ສາມາດຈ່າຍໄດ້. ໂລຫະທີ່ລະລາຍຖືກຖອກລົງໃນ mold ແລະປະໄວ້ໃຫ້ເຢັນ. ຫຼັງຈາກນັ້ນ, ການຫລໍ່ໂລຫະແມ່ນແຕກອອກຈາກ mold ທີ່ໃຊ້.
ຄຳວ່າການລົງທຶນແມ່ນໄດ້ມາຈາກຂະບວນການຂອງ “ການລົງທຶນ” (ການອ້ອມຮອບ) ຮູບແບບທີ່ມີວັດສະດຸທີ່ມີວັດສະດຸ refractory. ການຫລໍ່ການລົງທຶນມັກຈະຖືກເລືອກຫຼາຍກວ່າວິທີການແມ່ພິມອື່ນໆເພາະວ່າການຫລໍ່ທີ່ມີລາຍລະອຽດອັນດີງາມແລະການສໍາເລັດຮູບຂອງຫນ້າດິນທີ່ດີເລີດ. ພວກເຂົາຍັງສາມາດຖືກໂຍນລົງດ້ວຍຝາບາງໆແລະທາງຜ່ານພາຍໃນທີ່ສັບສົນ. ບໍ່ຄືກັບການຫລໍ່ດິນຊາຍ, ການຫລໍ່ລົງທຶນບໍ່ຈໍາເປັນຕ້ອງມີຮ່າງ.
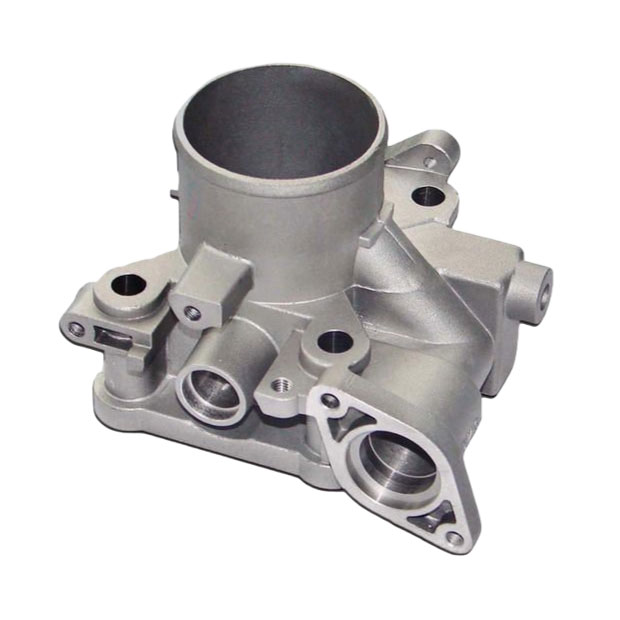
ຄຸນນະພາບຂະບວນການເຫຼົ່ານີ້ສາມາດສະຫນອງຮູບຮ່າງສຸດທິຫຼືການຫລໍ່ຮູບໃກ້ສຸດທິ, ເຊິ່ງເຮັດໃຫ້ລູກຄ້າປະຫຍັດຄ່າໃຊ້ຈ່າຍຢ່າງຫຼວງຫຼາຍໃນວັດສະດຸ, ແຮງງານ, ແລະເຄື່ອງຈັກ. ມັນສາມາດເຮັດໃຫ້ການນໍາໃຊ້ຂອງໂລຫະທົ່ວໄປຫຼາຍທີ່ສຸດ, ລວມທັງອາລູມິນຽມ, bronze, magnesium, ເຫຼັກກາກບອນ, ແລະສະແຕນເລດ. ຊິ້ນສ່ວນທີ່ຜະລິດດ້ວຍການຫລໍ່ດ້ວຍການລົງທຶນປະກອບມີແຜ່ນໃບຄ້າຍຄື turbine, ອຸປະກອນການແພດ, ອົງປະກອບຂອງປືນ, ເກຍ, ເຄື່ອງປະດັບ, ຫົວສະໂມສອນກ໊ອຟ, ແລະສ່ວນປະກອບເຄື່ອງຈັກອື່ນໆຈໍານວນຫຼາຍທີ່ມີເລຂາຄະນິດທີ່ສັບສົນ.
2.ຂໍ້ດີແລະຂໍ້ເສຍຂອງການຫລໍ່ຂີ້ເຜີ້ງລືມ
ຂໍ້ດີ:
✔ພາກສ່ວນທີ່ມີຮູບຮ່າງທີ່ສັບສົນທີ່ສຸດແລະລັກສະນະທີ່ສັບສົນສາມາດຖືກໂຍນອອກເປັນຊິ້ນດຽວໂດຍໃຊ້ການຫລໍ່ລົງທຶນ
✔ດ້ວຍລັກສະນະຄວາມຍາວສັ້ນຫຼືຄວາມເລິກຕື້ນ, ພາກສ່ວນບາງໆລົງເຖິງ 0.40 ມມ (0.015 ໃນ) ສາມາດຫລໍ່ໄດ້ໂດຍບໍ່ມີຂໍ້ບົກພ່ອງຂອງເຄື່ອງປິດເຢັນ.
✔ການຫລໍ່ຂີ້ເຜີ້ງທີ່ສູນເສຍມີຄວາມຖືກຕ້ອງຂອງມິຕິລະດັບທີ່ດີເລີດແລະຄວາມທົນທານທີ່ແຫນ້ນກວ່າຂອງ 0.075 ມມ (0.003 ໃນ) ສາມາດບັນລຸໄດ້ງ່າຍ.
✔ເມື່ອປຽບທຽບກັບຂະບວນການຜະລິດທີ່ຄ້າຍຄືກັນ, ການຫລໍ່ຂີ້ເຜີ້ງທີ່ສູນເສຍສາມາດບັນລຸການສໍາເລັດຮູບທີ່ດີເລີດໂດຍບໍ່ມີການປຸງແຕ່ງຫຼັງການປຸງແຕ່ງ. ໂດຍປົກກະຕິປະມານ 1.3 – 0.4 microns RMS Ra
✔ມັນສະຫນອງເສລີພາບເກືອບບໍ່ຈໍາກັດໃນດ້ານການລົງທືນຂອງວັດສະດຸຫລໍ່ລື່ນ, ແຕ່ວັດສະດຸທົ່ວໄປສ່ວນໃຫຍ່ທີ່ໃຊ້ປະກອບມີໂລຫະປະສົມອາລູມິນຽມ, ເຫຼັກກ້າແລະໂລຫະປະສົມທີ່ບໍ່ແມ່ນທາດເຫຼັກ. ຂະບວນການດັ່ງກ່າວແມ່ນມີຄວາມດຶງດູດໂດຍສະເພາະສໍາລັບໂລຫະປະສົມທີ່ມີອຸນຫະພູມສູງ.
✔️ບໍ່ຈຳເປັນຕ້ອງແຕ້ມຮູບໃສ່ຝາ ແຕ່ຖ້າໃຊ້ແມ່ແບບຕາຍເພື່ອເຮັດຮູບແບບຂີ້ເຜີ້ງແລ້ວຮ່າງເທິງໃບໜ້າຈະຊ່ວຍໃຫ້ຂະບວນການສ້າງຮູບແບບງ່າຍຂຶ້ນ.
✔ເນື່ອງຈາກວ່າບໍ່ມີສາຍແຍກ, ສຽງໂຫວດທັງຫມົດຈະບໍ່ມີ flash ໃດ. ແຕ່ຮູບແບບຂີ້ເຜີ້ງອາດມີເສັ້ນແຍກຈາກແມ່ບົດຕາຍ.
✔ເຄື່ອງຈັກເພີ່ມເຕີມສາມາດຖືກກໍາຈັດຫຼືຫຼຸດລົງແລະອະນຸຍາດໃຫ້ມີພຽງເລັກນ້ອຍເປັນ 0.4 ຫາ 1 ມມ (0.015 ຫາ 0.040 ໃນ.) ປົກກະຕິແລ້ວພຽງພໍ.
✔ຄວາມແມ່ນຍໍາຂອງມິຕິທີ່ດີເລີດສາມາດບັນລຸໄດ້ໃນການປະສົມປະສານກັບພື້ນຜິວທີ່ກ້ຽງຫຼາຍ. ຄວາມສາມາດເຫຼົ່ານີ້ແມ່ນມີຄວາມດຶງດູດໂດຍສະເພາະໃນເວລາທີ່ຜະລິດຜະລິດຕະພັນຈາກອຸນຫະພູມການລະລາຍສູງ, ໂລຫະທີ່ມີຄວາມຫຍຸ້ງຍາກໃນເຄື່ອງຈັກທີ່ບໍ່ສາມາດຫລໍ່ດ້ວຍ plaster- ຫຼືຂະບວນການ mold ໂລຫະ.
✔ຂີ້ເຜີ້ງທີ່ໃຊ້ແລ້ວສາມາດເອົາມາໃຊ້ຄືນໄດ້.
ຂໍ້ເສຍ:
✖ເມື່ອປຽບທຽບກັບວິທີການອື່ນໆຂອງການຫລໍ່ໂລຫະ, ການຫລໍ່ຂີ້ເຜີ້ງທີ່ສູນເສຍໄປປະກອບດ້ວຍຂັ້ນຕອນທີ່ສັບສົນຫຼາຍເຮັດໃຫ້ຂະບວນການຂ້ອນຂ້າງແພງ. ແຕ່ບາງຂັ້ນຕອນສາມາດອັດຕະໂນມັດສໍາລັບຜະລິດຕະພັນທີ່ແນ່ນອນ. ມັນສາມາດມີລາຄາແພງກວ່າການຫລໍ່ຕາຍຫຼືການຫລໍ່ດ້ວຍດິນຊາຍ, ແຕ່ຄ່າໃຊ້ຈ່າຍຕໍ່ຫນ່ວຍຫຼຸດລົງດ້ວຍປະລິມານຂະຫນາດໃຫຍ່.
✖ ຄ່າໃຊ້ຈ່າຍສູງຂອງການຕາຍເພື່ອເຮັດຮູບແບບໄດ້ຈໍາກັດການລົງທຶນແບບດັ້ງເດີມໃນປະລິມານການຜະລິດຂະຫນາດໃຫຍ່
✖ ຄ່າໃຊ້ຈ່າຍສູງແມ່ນເນື່ອງມາຈາກຄວາມຕ້ອງການອຸປະກອນພິເສດ, ວັດສະດຸ refractory ລາຄາແພງ, ແລະຄ່າໃຊ້ຈ່າຍແຮງງານສູງ.
✖ຊິ້ນສ່ວນແມ່ນຍາກທີ່ຈະຫລໍ່ຖ້າພວກເຂົາຕ້ອງການແກນ, ມີຮູນ້ອຍກວ່າ 1.6 ມມຫຼືເລິກກວ່າ 1.5 ເທົ່າຂອງເສັ້ນຜ່າກາງ.
3.ຂັ້ນຕອນຂະບວນການຂອງການຫລໍ່ຂີ້ເຜີ້ງລືມ

ຂັ້ນຕອນຕໍ່ໄປນີ້ແມ່ນສິ່ງທີ່ພວກເຮົາປະຕິບັດຕາມເພື່ອຜະລິດຊິ້ນສ່ວນທີ່ມີເລຂາຄະນິດທີ່ສັບສົນແລະລາຍລະອຽດທີ່ສັບສົນ.
1.Create wax pattern: ຮູບແບບທີ່ replicates ເລຂາຄະນິດຂອງພາກສ່ວນສໍາເລັດຮູບແມ່ນເຮັດໂດຍໃຊ້ຫນຶ່ງໃນສອງວິທີການຕົ້ນຕໍ:
a.ສ້າງສີດຂີ້ເຜີ້ງຕາຍ
b.3D ຮູບແບບການພິມ
i. ຖ້າການສີດຂີ້ເຜີ້ງຈະຖືກນໍາໃຊ້, ຂັ້ນຕອນທໍາອິດກ່ຽວຂ້ອງກັບການອອກແບບແລະການກໍ່ສ້າງໂລຫະຕາຍຈາກອາລູມິນຽມ. ການຕາຍນີ້ສ້າງການຈໍາລອງຂີ້ເຜີ້ງຂອງສ່ວນທີ່ຕ້ອງການໂດຍການສີດຂີ້ເຜີ້ງທີ່ລະລາຍພາຍໃຕ້ຄວາມກົດດັນສູງເຂົ້າໄປໃນຮູ. ການຕາຍສາມາດເຮັດເປັນເຄື່ອງມືຄູ່ມືແບບຢູ່ຕາມໂກນທີ່ງ່າຍດາຍຫຼືເປັນເຄື່ອງມືອັດຕະໂນມັດຫຼາຍຢູ່ຕາມໂກນໂດຍອີງຕາມຄວາມຕ້ອງການປະລິມານ.
ii. ຖ້າຮູບແບບການພິມ 3 ມິຕິຈະຖືກໃຊ້, ຮູບແບບ CAD ທີ່ປະກອບດ້ວຍເລຂາຄະນິດຂອງພາກສ່ວນແມ່ນຖືກສົ່ງໄປຫາເຄື່ອງພິມແລະສ່ວນທີ່ຖືກພິມ.
2.Wax Assembly: ຕໍ່ໄປ, ຮູບແບບຂີ້ເຜີ້ງໄດ້ຖືກປະກອບໃສ່ເຄື່ອງແລ່ນແລະເຂົ້າໄປໃນຕົ້ນໄມ້ສໍາເລັດຮູບທີ່ພ້ອມທີ່ຈະຈຸ່ມ.
3.Slurry Coating: ການປະກອບດັ່ງກ່າວໄດ້ຖືກຈຸ່ມເຂົ້າໄປໃນ slurry ceramic ຊັ້ນສູງເພື່ອສ້າງເປັນແກະເຊລາມິກປະມານຕົ້ນໄມ້ຂີ້ເຜີ້ງ.
4.Stuccoing: ຫຼັງຈາກການເຄືອບ slurry ສໍາເລັດແລ້ວ, particles ຂອງດິນຊາຍແມ່ນໄດ້ຫຼຸດລົງໃສ່ຫນ້າດິນຂອງສະພາແຫ່ງຕົ້ນໄມ້ຊຸ່ມ. ນີ້ຈະຊ່ວຍໃຫ້ຫນາແລະເສີມສ້າງຊັ້ນຂອງການເຄືອບເທິງພື້ນຜິວການປະກອບຂີ້ເຜີ້ງ.
5. ເຮັດຊ້ໍາຂັ້ນຕອນ 5 ແລະ 6: ເຮັດຊ້ໍາຂັ້ນຕອນ 5 ແລະ 6 ຈົນກ່ວາການປະກອບບັນລຸຄວາມຫນາຂອງແກະທີ່ຕ້ອງການ. ຫຼັງຈາກນັ້ນ, ການປະກອບໄດ້ຖືກອະນຸຍາດໃຫ້ຕັ້ງແລະແຫ້ງ.
6.Dewaxing: ຂີ້ເຜີ້ງພາຍໃນແກະທີ່ສ້າງຂຶ້ນໃຫມ່ໄດ້ຖືກໂຍກຍ້າຍອອກໃນປັດຈຸບັນ. Dewaxing ແມ່ນເຮັດໄດ້ໂດຍໃຊ້ autoclave steam-dewaxing ຫຼື furnace ໄຟ flash.
7. Casting: ໃນປັດຈຸບັນໂລຫະ molten ທີ່ຕ້ອງການແມ່ນ poured ເຂົ້າໄປໃນຢູ່ຕາມໂກນ mold ທາງສ່ວນຫນ້າຂອງຄວາມຮ້ອນ.
8.Cooling: ຫຼັງຈາກນັ້ນ mold ນັ່ງເພື່ອໃຫ້ໂລຫະ molten ເຢັນແລະ solidify ເຊິ່ງຫຼັງຈາກນັ້ນກາຍເປັນການຫລໍ່ສຸດທ້າຍ.
9.Shell ການໂຍກຍ້າຍ: ອຸປະກອນການ Shell ໄດ້ຖືກໂຍກຍ້າຍອອກຫຼັງຈາກນັ້ນໂດຍຜ່ານຂະບວນການ hammer knockout, vibration, ແລະເຫຼັກ grit blasting.
10.Cut Off: ຊິ້ນສ່ວນທີ່ສໍາເລັດແລ້ວຖືກຕັດອອກຈາກລະບົບປະຕູຮົ້ວແລະເຄື່ອງແລ່ນ.
11.Finishing: ເຕັກນິກການສໍາເລັດຮູບຕ່າງໆໄດ້ຖືກຈ້າງງານລວມທັງການ grinding, blasting ດິນຊາຍແລະການເຄືອບເພື່ອບັນລຸພື້ນຜິວສຸດທ້າຍທີ່ຈໍາເປັນ.
12.Testing: ເມື່ອການດໍາເນີນງານສໍາເລັດຮູບ, ພາກສ່ວນໄດ້ຖືກກວດກາສໍາລັບຄວາມຜິດປົກກະຕິຂອງພື້ນຜິວແລະຍ່ອຍ. ການກວດກາການເບິ່ງເຫັນ ແລະ fluorescent penetrant ແມ່ນເຮັດສໍາລັບພື້ນຜິວແລະ X-ray ແມ່ນໃຊ້ສໍາລັບການກໍານົດຂໍ້ບົກພ່ອງຂອງພື້ນຜິວຍ່ອຍ.
4.Lost Wax Casting vs ຂະບວນການ Casting ອື່ນໆ

5.FAQ
ຖາມ: ມີການພິຈາລະນາແນວໃດເມື່ອນໍາໃຊ້ການຫລໍ່ຂີ້ເຜີ້ງທີ່ສູນເສຍ?
A:
1.ຄ່າໃຊ້ຈ່າຍເຄື່ອງມື:
ສໍາລັບຄວາມຕ້ອງການປະລິມານຕ່ໍາ, ມັນອາດຈະມີລາຄາແພງກວ່າວິທີການອື່ນໆຖ້າເຄື່ອງມືແບບຖາວອນຖືກຕິດຕາມ. ສໍາລັບຄໍາຮ້ອງສະຫມັກເຫຼົ່ານັ້ນ, SLA ຫຼືຮູບແບບທີ່ພິມອອກອາດຈະເປັນທາງເລືອກທີ່ມີປະສິດທິພາບດ້ານຄ່າໃຊ້ຈ່າຍ (ເຖິງແມ່ນວ່າສໍາລັບປະລິມານຫນຶ່ງ).
ຄ່າໃຊ້ຈ່າຍເບື້ອງຕົ້ນແມ່ນປັດໃຈສໍາຄັນອີກອັນຫນຶ່ງໃນເວລາທີ່ກໍານົດວ່າການລົງທືນນໍາເອົາມູນຄ່າທີ່ໃຫຍ່ທີ່ສຸດ. ເຄື່ອງມືການລົງທຶນໂດຍປົກກະຕິປະກອບດ້ວຍຫຼາຍພາກສ່ວນທີ່ເຫມາະຮ່ວມກັນເພື່ອຜະລິດອົງປະກອບທີ່ຊັບຊ້ອນ. ຄ່າໃຊ້ຈ່າຍ "ດ້ານຫນ້າ" ນີ້ບໍ່ສໍາຄັນແຕ່ສາມາດຊົດເຊີຍໄດ້ງ່າຍໂດຍການຂາດເຄື່ອງຈັກແລະ / ຫຼືການຜະລິດຕໍ່ໄປ.
2. ຂໍ້ຈໍາກັດຂະຫນາດ:
ມັນເປັນໄປໄດ້ທີ່ຈະສ້າງການລົງທຶນໃນຂອບເຂດຂອງຂະຫນາດ. ມັນມີຂອບເຂດຈໍາກັດດ້ານເທິງ, ເຊິ່ງແມ່ນຫນ້ອຍກວ່າເຕັກໂນໂລຢີທີ່ມີຮູບຮ່າງອື່ນໆເຊັ່ນການຫລໍ່ດ້ວຍດິນຊາຍ.
3.ໂຄງສ້າງຂະໜາດນ້ອຍຫຼາຍ:
ການລົງທືນການລົງທຶນເປັນທາງເລືອກທີ່ດີເລີດສໍາລັບຄໍາຮ້ອງສະຫມັກທີ່ມີຝາບາງ, ແຕ່ຮູບຮ່າງພາຍໃນຂະຫນາດນ້ອຍຫຼາຍທີ່ໃຊ້ແກນສາມາດນໍາສະເຫນີສິ່ງທ້າທາຍ. ໂດຍປົກກະຕິຂຸມບໍ່ສາມາດມີຂະໜາດນ້ອຍກວ່າ 1/16” (1.6mm) ຫຼືເລິກກວ່າ 1.5 ເທົ່າຂອງເສັ້ນຜ່າສູນກາງ.
4.ເວລາ:
ຂັ້ນຕອນການລົງທືນຫຼາຍຂັ້ນຕອນແມ່ນໃຊ້ເວລາຫຼາຍກວ່າຂະບວນການອື່ນໆ. ເວລາປຸງແຕ່ງສາມາດສັ້ນກວ່າທາງເລືອກອື່ນ.
ຖາມ: ເປັນຫຍັງມັນຈຶ່ງເອີ້ນວ່າການສູນເສຍຂີ້ເຜີ້ງ?
A: ຫຼັງຈາກປິດ mold ປະມານຮູບແບບດິນເຜົາ, ຂີ້ເຜີ້ງຮ້ອນແມ່ນ poured ເຂົ້າໄປໃນຊ່ອງຫວ່າງລະຫວ່າງຕົວແບບແລະ mold ໄດ້. ນີ້ເຮັດໃຫ້ຂີ້ເຜີ້ງລະລາຍແລະໄຫຼອອກຈາກແມ່ພິມ, ເຮັດໃຫ້ຊ່ອງຫວ່າງລະຫວ່າງຮູບແບບດິນເຜົາທີ່ທົນທານຕໍ່ໄຟແລະ mold ການລົງທຶນ. ນີ້ແມ່ນເຫດຜົນທີ່ວ່າວິທີການນີ້ເອີ້ນວ່າຂະບວນການຂີ້ເຜີ້ງທີ່ສູນເສຍ.
ຖາມ: ການລົງທືນແມ່ນຖືກຕ້ອງຫຼາຍປານໃດ?
A: ການລົງທືນການລົງທຶນສາມາດບັນລຸລາຍລະອຽດແລະຄວາມຖືກຕ້ອງທີ່ດີເລີດ - ໃນ +/- 0.005 ນິ້ວຕໍ່ລະດັບນິ້ວ. ເຄື່ອງຈັກເພີ່ມເຕີມເລັກນ້ອຍແມ່ນມີຄວາມຈໍາເປັນສໍາລັບລາຍລະອຽດແລະລັກສະນະຕ່າງໆ.